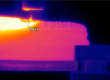
在重型机械精密加工过程中,受温度的影响会产生热胀冷缩的情况,使得金属在加工过程中产生较大的误差,尤其是加工温度偏差超过1℃即可对产品的加工产生的误差超过加工件的误差范围,在高端切削打磨行业,可以利用红外热像仪进行连续,实时、非接触的测量物体标王的二维动态温度场,且不受被测物体材质、形状和尺寸大小的限制。

在精密加工过程中需要解决以下问题
- 速度快:需要看到切削过程中的加工部位产生的温度变化,由于加工的速度比较快,所以需要高频的红外热像仪,高响应的红外热像仪由于响应时间短不易产生拖尾,可以更准确的测量去切削位置的大小。
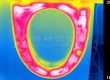
- 目标小:在精密加工中,需要观测的加工线条螺纹小于等于毫米级的螺纹线的温度,这时需要根据红外热像仪安装的位置,以及需要观测的目标大小计算选用的红外热像仪镜头的大小,可加微距镜头(可参看红外热像仪镜头焦距选择)
- 温差小:需要观测的加工部位与相邻地区的温度差别仅在1度以内,可以采用高相位的色板模式,更容易看清细节。
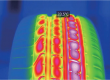
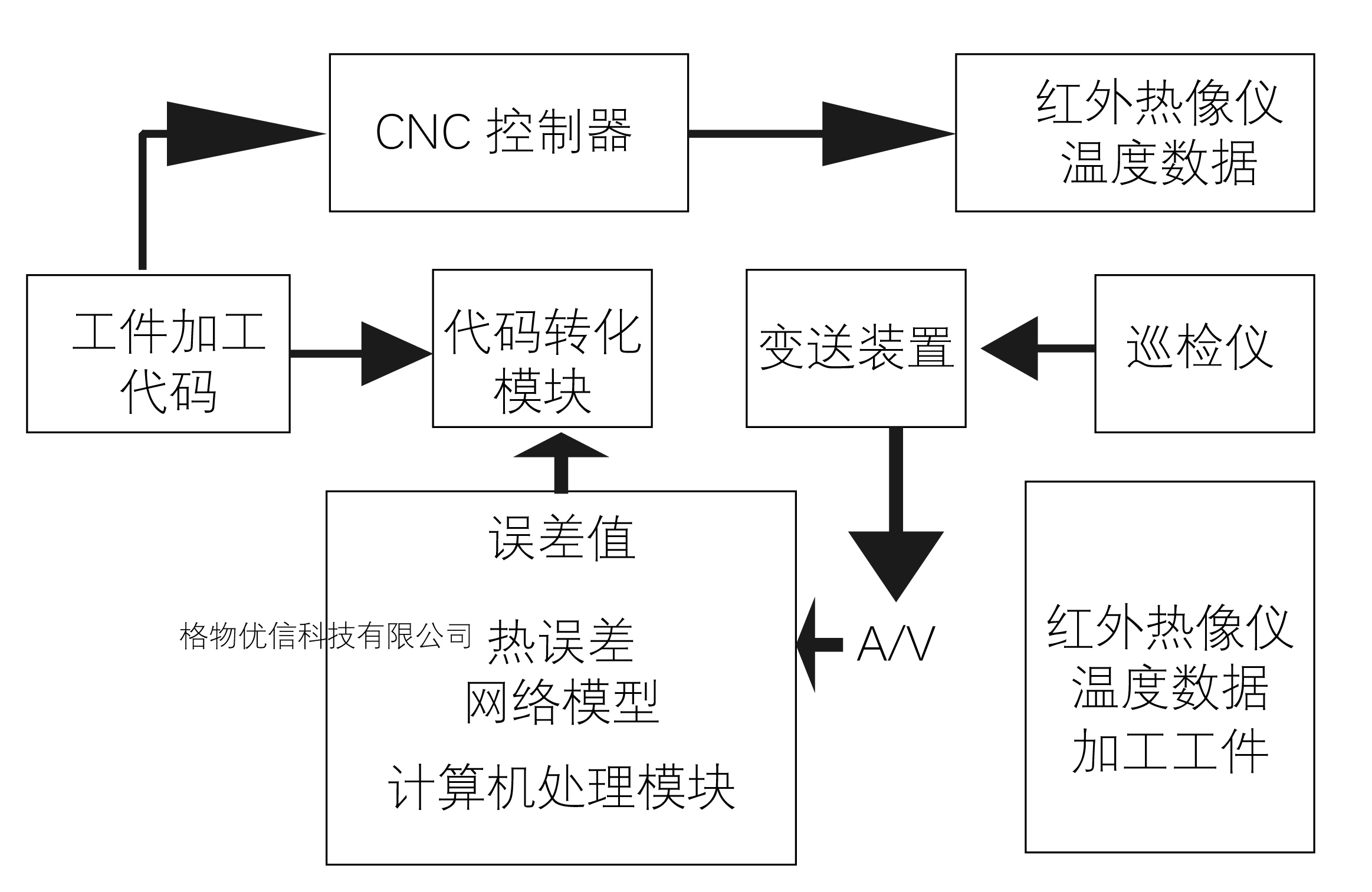
利用红外热像仪观测精密仪器加工中受温度的影响,从而对相同部件建立温度校正模型,补偿产品加工过程中的非线性误差(经试验证实实际中受温度的改变对金属加工件的误差影响是非线性的)。经过多次测量获得足够多的温度以及热误差数据然后利用各种建模方法建立能够准确反映温度变化与热误差之间的关系的热误差数学模型
热源的来源有:
- 焦耳热 激励线圈和偏置线圈在工作时不可避免产生焦耳热
- 铁耗损 交流磁路中存在铁芯损耗铁芯损耗又分为磁损耗和涡流损耗(主要考虑涡流损耗)
- 摩擦损耗 在运动过程中与骨架内壁发生摩擦而产生热量
- 切削热 这是产生主要的热源,对仪器精密加工产生的影响也较大
利用红外热像仪对全程温度做跟踪,对实验中温度不断做调整,可以提高仪器的精度。