压铸模具温度过低可引起:
1、型芯包力太大,压铸件脱模困难;
2、脱模剂的脱模功能变坏;
3、铸件表面有冷夹;
4、压铸模具及液态金属温差过大,造成模具的损坏,或者影响模具使用寿命;
5、压铸件质量出现缺陷,表面有花纹或流痕;
6、铸件欠铸,无法成型。
压铸模具温度过高可引起:
1、压铸件粘梗,出现变形;
2、脱模剂加速分解,耗用量增加,造成浪费;
3、压铸效率降低;
4、模具的活动部分容易发生故障并加速磨损;
5、压铸件表面有气泡;
6、铸件内部有缩孔.
模温过高或过低,还能引起铸件尺寸不稳定、废品率高以及产量降低等缺点。浇铸薄壁铸件时,送入模具的热量往往比模具失散的热量少,以致模温达不到规定温度,需要不断补充热量,才能使模温保持恒定。

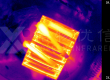
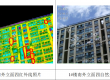
在模具喷涂前和喷涂后,监控型红外热像仪自动对每一次压铸循环生成的模具分布的全辐射热图做保存分析,提供有关模具热图分布的热感应图像,得到模具热分布的详细信息。从而使客户对于当前工艺条件有最直观的判断。铸造工程师可以通过对模具喷涂过程的优化以实现对模具温度的快速调整。
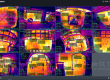
裂纹,铸件表面粗糙,灰色或者黄色斑点,缺料,铸件翘曲,锈蚀等均被认为是与模具温度相关的铸造缺陷,通过红外热像仪对压铸工艺做全面的控制就可以大大提升控制水平。