铝板的热轧过程包括轧制原料的准备过程和轧制过程。轧制原料的准备过程包括铸锭头尾的锯切、侧边铣边或刨边、铣面、蚀洗、包铝板或复合板的焊接或打捆、加热。轧制过程包括粗轧和精轧。在轧制过程中主要是轧辊、轧件和乳液三者之间相互作用的过程。

热轧一般指在金属再结晶温度以上的轧制。在热轧过程中金属变形同时存在硬化和软化过程,因变形速度的影响,只要回复和再结晶过程来不及进行,金属随变形程度的增加会产生一定的加工硬化。但在热轧温度范围内,软化过程起主导作用,因而,在热轧终了时,金属的再结晶常不完全,热车妮的铝合金板带材呈现为再结晶与变形组织共存的组织状态。
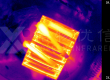
铝在轧机中被均匀地轧制到所需的厚度。在卷绕之前,还必须进行所需的表面处理。温度监控对于优化工艺和检测潜在的故障问题至关重要。
过热会导致金属粘在机器上,而金属过冷则在轧制过程中可能会破裂,因此精确的测量起着重要的作用。由于铝材的表面条件可能在工艺过程中发生变化,因此发射率可能会受影响,使温度监控难以实现。
精确的温度控制可以降低再退火和精加工成本,检测处潜在的磨机损坏问题,并改进过程控制。由此运营成本和废品率也得以降低。
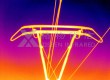
最后通过红外热成像仪检测温度,在热轧生产线上,轧坯加热变软,被辊道送入轧机,轧成用户要求的尺寸。
红外热成像仪测量的轧辊表面温度与模型计算值的对比,验证了模型计算结果的准确性。并将热胀计算结果应用于弯辊自动计算,提高了出口头部板形的可靠性。

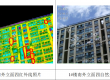
高温热像仪可在 60°C到 1600°C的范围(可定制)进行测量,并与控制系统集成,以优化压机或轧机的产量。测量后还能通过后显示器或 Web 服务器立即提供数据。热像仪能让用户能够在本地或远程进行查看、配置。