电磁感应铝箔封口机的原理
电磁感应铝箔封口机是采用电磁场感应加热原理,是利用高频电流通过电感线圈产生磁场,“感应电流”通过“感应线圈”形成的涡流将电能传递给瓶盖下面的铝箔,而电能使铝箔分子之间发热从而迅速转换成热能形成高温,将涂布于铝箔上的聚合物沿瓶口熔化,此时与加在瓶口的压力的共同作用,使之熔化于瓶口,从而产生封闭的过程。封口容器的材质可以是聚乙(PE)、聚丙烯(P、聚酯(PET)、聚苯乙烯(PS)、ABS以及玻璃等,不能用于金属瓶体及瓶盖。

影响封口密封效果的主要因素:
1、扭力要求
确保盖子正确的旋紧度(即适当的应用扭力)。
2、容器质量
确定容器的按触部分(瓶封口点)是适当地无毛刺、无抛光、无凹凸不平或翘皮。
3、包材材料因素
感应铝箔垫与瓶子材料是否相容。
4、化学和粉末因素
瓶口磨光经火焰或化学处理,瓶口封口点积累药粉。
5、铝箔因素
铝箔卷边、错位、缺口、铝箔反置等。
目前针对铝箔密封闭合区域的检测手段主要通过人工或者单点测温法、水检法等。但是目前的检测方法都存在缺陷。最常用的是人工检测,当铝箔在瓶口内时,只凭肉眼根本就分辨不出有无铝箔,必须把瓶盖拧下才能知道,这种办法既增加了企业的生产成本又降低了生产效率,由于是人工检查,因而还存在漏检的风险。而单点测温法只能判断铝箔的缺失而不能判断铝箔所有密封面的密封性能, 会导致漏检。对铝箔封口所有接触表面所形成的密封闭合区域的密封性能实施检测, 才能可靠地判定铝箔密封性能的好坏。
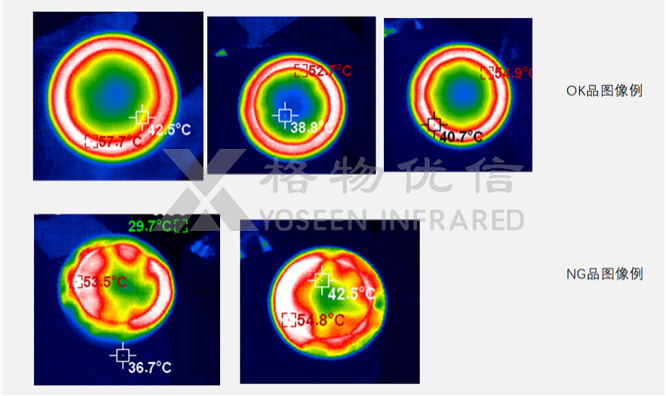
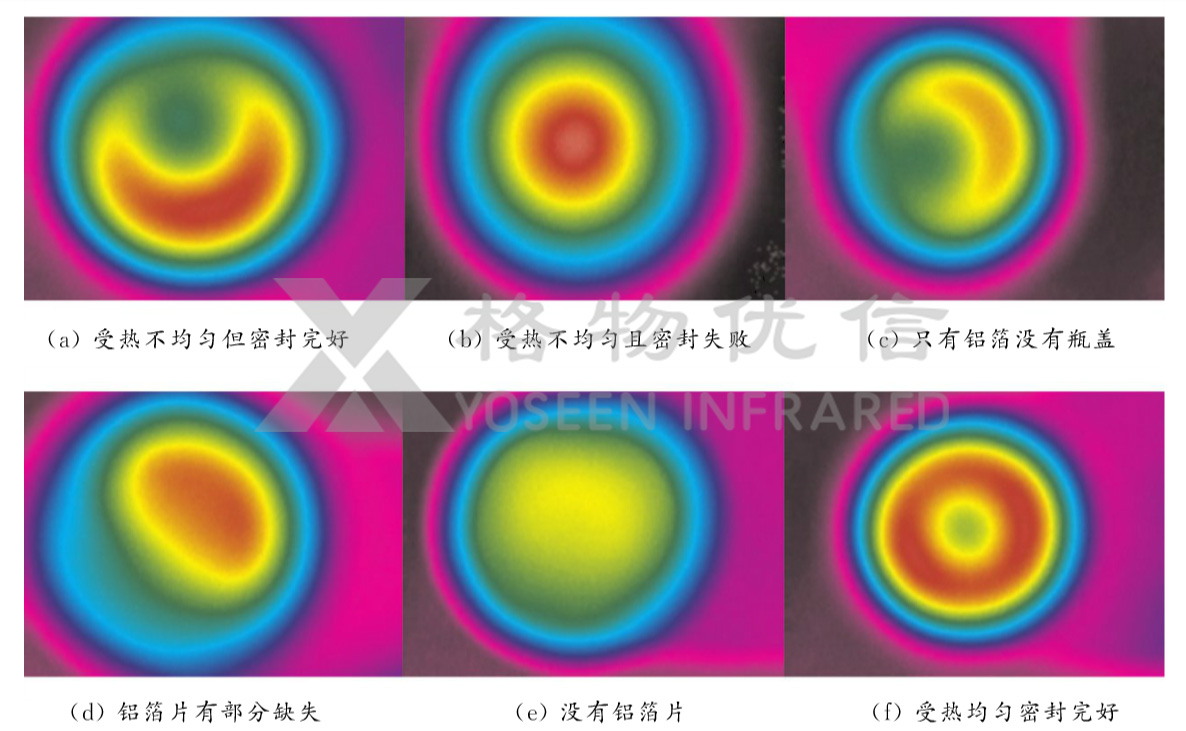
格物优信红外热成像仪可以实时监测,红外成像技术可重复精确地绘制热图像,可用于识别生产过程中的缺陷;可以显示整个画面中被测待封口的形状以及温度分布。大多数情况下,采用铝箔实现密封时, 通过外部高温均匀加热铝箔促使铝箔与被密封端面在高温下实现黏合并形成密封闭合区域, 通过密封区域的闭合保证密封的完整性。使用红外热像仪进行观测时,由于密封好后的区域与未密封好的区域温度有明显差异,在热图像上呈现出来的温度分布、端口形状就各有差异。下图即是用红外热像仪拍到的油瓶瓶口密封情况,可以看到密封好的瓶口是一个完整的圆环,而不合格的密封图像上圆环出现多个缺口、断连、铝箔融化不均匀等情况。热像仪还可以和图像识别技术、机械自动化相结合,实现封口系统智能化。
在自动化生产线上,经热封口或电磁感应封口的工件,被输送至红外热像检测工位,红外热像仪对热封口后的瓶盖进行热图像拍摄,并将该热像图传入图像高速处理系统进行运算与识别。通过对铝箔封口后热图像的温度分布模型进行统计学分析,判断封口质量为合格品或不合格品,不合格品被别除至不合格品区域,合格品将被输送至下一道工序。